








All the stages of manufacturing are carried out with adherence to the necessary quality standards, including the PL-EN 13307-1 standards.
Our plant is supplied with timber originating from forestry enterprises of the FSC.
During manufacturing timber is used that comes from north-eastern Poland (Knyszyńska Forest, Augustowska Forest, Borecka Forest, Romincka Forest and Piska Forest). This guarantees that the timber that we use is among the best in Poland and has very high parameters of resistance to atmospheric conditions.

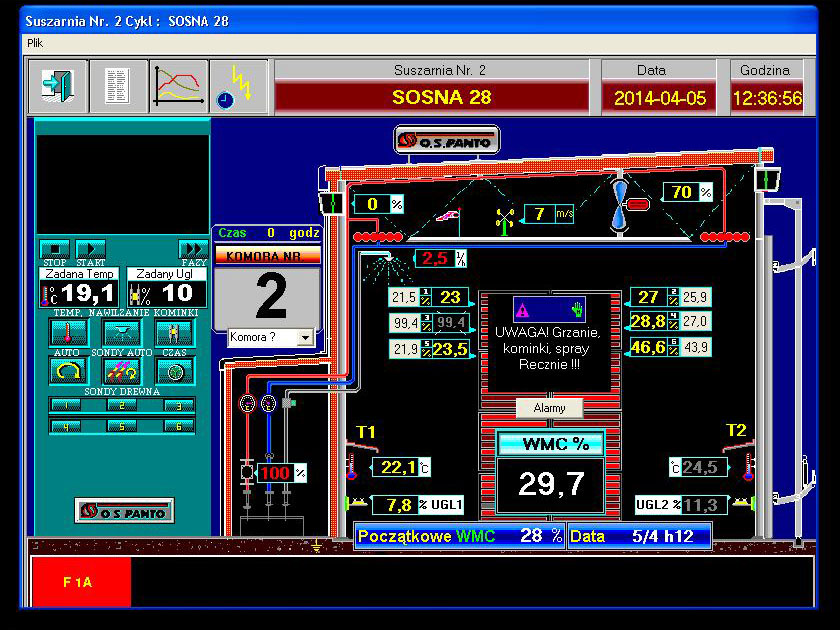
The process of wood drying takes place in compartment driers manufactured by the Italian O.S. PANTO Company, fitted with automatic control and regulation of wood drying process parameters. The proper and constantly monitored wood drying process ensures maintaining of appropriate quality and resistance parameters of timber and obtaining proper and equally distributed moisture content.

The application of classic optimisation methods through evaluation of the experienced staff paired with application of the most modern optimisers of the OPTICUT 450 type manufactured by the DIMTER Company enable obtaining the best effects both when it comes to quality and proper segregation of timber.
Creation of finger joints in order to connect the previously properly selected wood is one of the most important stages of glued wood production.
The properly created and tight finger joints ensure much easier production of further products (windows, doors, etc.). A tight finger joint definitely prolongs the lifetime of products, including their resistance to impact of atmospheric factors.
By means of applying the most modern and fastest line in the world - TURBO-S of the GRECON Company - precise milling and compression of single timber pieces into a continuous board having uniform parameters on its whole length takes place
The boards that have been properly spliced by means of finger joints are subjected to the process of planing. The planing process is performed on the “HYDRO” planers of the LEADERMAC Company - one of the world’s leading manufacturers of planers. The highly precise spindles with fast-rotating bearings are fitted with additional hydraulic support bearings that nullify all the dimensional deviations down to the state, which is virtually perfect. The precision of planing has a very decisive impact on the strength and resistance of the adhesive-bonded joint in a finished product.




All the scantlings and panes are glued cold on the ROTOR rotary presses with the application of adhesive that meets the D4 water-resistance standards. The innovative “WOOD + EPI GLUE” scantlings for windows and doors is glued with the use of an innovative lamination technique and the EPI glue.
The precise application of the proper amounts of adhesive dispersion and hardener takes place through use of a modern mixer manufactured by the Danish KUNI Company. During the process of glue application there is constantly carried out the supervision over dispersion and hardener consumption, supervision over the adhesive mass level on applying rollers and measurement and calibration of the mixture content.

Semi-finished products intended for the manufacturing of wooden windows, distinguished by positively improved quality parameters in comparison to solid wood.
read more
Semi-finished products intended for the manufacturing of wooden doors, distinguished by positively improved quality parameters in comparison to solid wood.
read more
Semi-finished products intended for the manufacturing of wooden stairs, distinguished by positively improved quality parameters in comparison to solid wood.
read more
Product applied mainly as semi-finished goods for production of door casing, masking strips, corner slats, furniture elements, garden elements and decorative framework.
read moreJesteśmy uczestnikiem programu POLSKI KAPITAŁ
